 1438809947@qq.com
1438809947@qq.com
 0760-23612050
0760-23612050




解决方案
返回>>智能注塑
【万从】温控器在注塑行业的应用
模温机最早应用于注塑机模具控温,全名为模具温度控温机,简称模温机。模温机是根据导热流体(水或是导热油)来划分。区别在于运水式模温机通常最大出口温度95度,而运油式模温机温度大于150度,产品广泛应用于石油及化学、油脂、合成纤维、纺织印染、塑料及橡胶、造纸、食品、空调、 筑路、制药等各行各业。其中用在塑胶行业的运用最为普遍。

一、方案概述
注塑机温控器由于温度分区,并且温度要加温和冷却两个方面,还要充分考虑能效问题。
二、方案应用范围
注塑机(水口注塑方式、热流道注塑方式)开模。
三、方案目的
1、提高产品的成型效率;
2、降低不良品的产生;
3、提高产品的外观,抑制产品的缺陷;
4、加快生产进度,降低能耗,节约能源。
从广义方面讲,它应该叫做温度控制设备,包含加温和冷却两个方面的温度控制。
四、方案设计
模温机由加热冷却系统、动力传输系统、液位控制系统以及温度传感器、注入口等器件组成。通常情况下,动力传输系统中的泵使热流体从装有内置加热器和冷却器的水箱中到达模具,再从模具回到模温机;模温机在生产中,如果模具的温度超过温控器的设定值,温控器就会输出信号,断开发热管的电源,从而停止加热。当温度低于温控器的设定值时,温控器又输出信号,闭合发热管的电源,开始加热。如此,周而复始,将温度恒定在所设定的值。由于流体到模温机的时候本身带有一定的热量,所以温度就有可能超过设置温度过多,这样温度控制仪表就使用报警输出带动冷却水阀,使模温机的温度降低到使用点;模温机使用的场合不一样,对温度的精度要求也不一样,比如高光注塑模温机在橡胶设备中升温后还需要长期执行一个降温冷却的过程。这就要求冷却时温度的精度要求就很高,就需要温度控制仪表具备加热/冷却双输出的功能。
原理分析
在一般小型注塑机加热系统中,一般有3-4个温区,每个温区功率约为2-3KW。传统的电磁加热改造是采用多个2.5KW控制板,再加上配电箱,构成一个比较复杂的组合电磁加热系统,此方法虽然有节能效果,预热速度也快。但安装数量多,电磁干扰也比较大,接线比较复杂,给工程安装人员带来一定的麻烦。为了减小电磁加热器数量,提高注塑机电磁加热工作性能和安装改造效率,广东江信电子推出一款注塑机专用多路控制器,额定功率为8KW。最多可带4个 线圈,轮流切换工作方式,达到每个温区的加热温度。接线图如下:
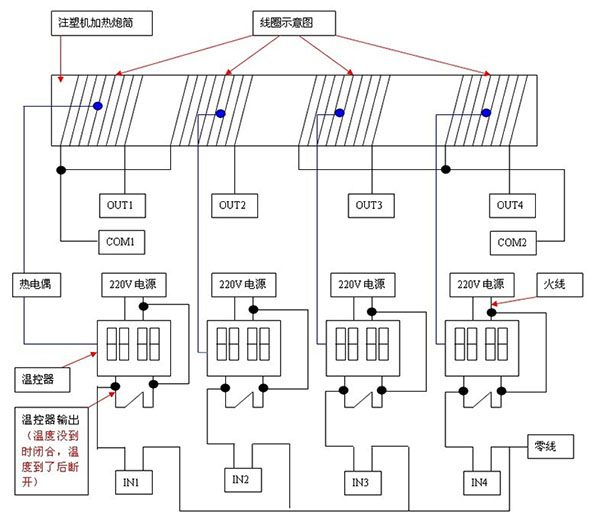
控制过程
工作原理本分区控制器是针对一个电磁加热机芯分时加热多个区的控制方式,主要用于需要多区加热的注塑机等工业设备加热。各个温区的温控器继电器输出接在本控制器的温控输入端,温控器输入一对一的对应,当对应的输入端输入220V时,则对应的输出端继电器吸合,控制器交流接确器接通,当输入端接通220V时,继电器吸合后,本控制器将启动机芯加热,加热时间默认为15秒钟,当加热15秒钟后,多路控制器依次检测第二个温控器信号,当需要加热时计到达时15秒钟后,则停止第一区加热,自动轮流第二区加热,依次检测,当都无加热220V电源时,则不加热。本控制器输入信号为原来每个温区的电阻加热220V电源电压。只需要将此输入电压接到IN1、IN2、IN3、IN4时,同时输入信号灯亮,表示输入信号正常。
本文内容部分来自网络,如果关系到版权问题,请及时告诉我们,我们会在24小时内删除
上一篇:没有了
下一篇:没有了